設為首頁
|
收藏本站
|
聯係我們(men)
網站首頁(yè)
企業概況
新聞(wén)動態
產品介(jiè)紹
產品導航
行業標準
技術文章
配置方案
技能大(dà)賽
成功案例(lì)
企(qǐ)業博客
售(shòu)後服(fú)務
聯係我們
維修(xiū)電工實訓設備
高(gāo)級技師電工實訓設備
網孔板電工電子實訓設備
工業自動化實訓設備
PLC可編程實訓設備
電機實訓設備
高性(xìng)能電工電子實驗設備
工廠電氣控製實訓設備
單片機實訓設備
計算機原理實訓設備
電工電子實訓設備
立式電工電子實訓考核設備
模電數電實訓設備
電子實訓設備
櫃式電工電拖實訓設備
數電模電實驗箱
光機電一體化實訓設(shè)備(bèi)
傳感器實訓設備
家用(yòng)電(diàn)器實訓設(shè)備
電梯實訓(xùn)設(shè)備(bèi)
光(guāng)伏發電實訓(xùn)室設備
機械陳列櫃
機械創新實訓設備
液壓傳動實(shí)訓設備
煤礦安全培訓技能實訓設備
環境工程實訓設備
化工工程(chéng)實訓設備
化工原理實訓設備
流體(tǐ)力學實訓設備
新能源實訓設備
過程控製實訓設備
鉗工(gōng)實驗室設(shè)備
工程製圖實驗室設備
熱工實訓設備
教學數控車床銑床實(shí)訓設備
采暖通風實訓設備
機床電氣實(shí)訓裝置
數控維修實訓室設備
透明注塑機模型
樓宇實訓設(shè)備(bèi)
汽車(chē)底盤實訓室設備
物業管理實訓室設備
汽車駕駛模擬器
汽車發動機實訓設備
汽(qì)車發動機拆裝台實訓設(shè)備(bèi)
汽車空調係統實訓(xùn)設(shè)備
汽車全車電器實驗台
汽車變速器實訓設備
暖通空調實訓室設備
汽車解剖模型
製冷製熱實訓設備
消防實訓室設備
汽車示教板
新能源汽車實訓設備
新能源汽車電池實訓室設備
部隊(duì).軍校實訓設備
船舶工程實訓室設備
教學模型
汽車(chē)電路接線實訓設備
心肺複蘇模擬人(rén)
風力發電(diàn)實訓設備
新能(néng)源汽車電機驅動實訓室
汽車電子實(shí)驗箱
環(huán)境實驗室實驗(yàn)設備
給排水工程處(chù)理實驗室設備
工程機械實驗設備
工業機器人(rén)應(yīng)用實訓室設備
農機工程(chéng)機械實訓設備
主頁
>
新聞動態
>
數(shù)控機床加工基本組成工作原理及故障診斷原則和方法
2021-12-16
數控機床加工基本組成工作原理及故障診斷原則和方法
數控機床是數字控製機床(Computer numerical control machine tools)的簡稱(chēng),是一種裝有程(chéng)序控製係統的自動化機床。該控製係統(tǒng)能夠邏輯地處理具有控製編碼或其他符號指令規定的程序,並將其譯碼,用代碼化的數字表示,通過(guò)信(xìn)息載體輸(shū)入數控裝(zhuāng)置。經運(yùn)算處理由數控裝(zhuāng)置發出各種控(kòng)製(zhì)信號,控製機床的動作(zuò),按圖紙要求的形(xíng)狀和尺寸,自動地將零件加工出來。
數控機床較好(hǎo)地解決了複雜、精(jīng)密、小批量、多品種的零件加工問題,是一(yī)種柔性的、高效能的自動化機床,代表了現代機床控製(zhì)技術的發展方向,是一種典型的機電一體化產品。
當(dāng)前,數控機(jī)床在生產(chǎn)製造行業得以普遍應用。以航空製造業為例,生產活動離不開(kāi)數控機床(chuáng)。在實際應(yīng)用中,機床可能發生多種多樣(yàng)的故障,其中加工精度異常是最為常見的(de)問題。在生產活動(dòng)中,常有操作人員反映加工精度異常,不滿足設計標準(zhǔn)要求,直接影響車間正常的(de)生產計劃。本文結(jié)合實際案(àn)例,探討加工精度異常的形成原因,提出(chū)相應的診斷處理和(hé)預防方法。
一、
數控機(jī)床加工
的主要特點:
1.對加工對象的適(shì)應性強,適應模具等產品單件生產的特點,為模具的製造提(tí)供了合適的加工方法;
2.加工精度高,具有穩定的加工質(zhì)量;
3.可進行多坐標的聯動,能加工形狀複(fù)雜的零(líng)件;
4.加工零件改(gǎi)變時,一般隻(zhī)需要更改數控程序,可節(jiē)省生產準備(bèi)時間;
5.機床本(běn)身的精度高、剛性大,可選擇有利的加工用量,生產率高(一般為普通機床(chuáng)的3~5倍);
6.機床自動化(huà)程度高(gāo),可以減輕勞動強度;
7.有利於生產管理的現代化。數(shù)控機床(chuáng)使用數字信息與標準代碼處理、傳遞信息,使用了計算機控製方法,為計算機輔助設計、製造及管理一體(tǐ)化奠定了基礎;
8.對操作人員(yuán)的素質要求較高,對維修人員的技術要求更高;
9.可靠性高。
二、
數控(kòng)機床加工
的基本組成及工作原理
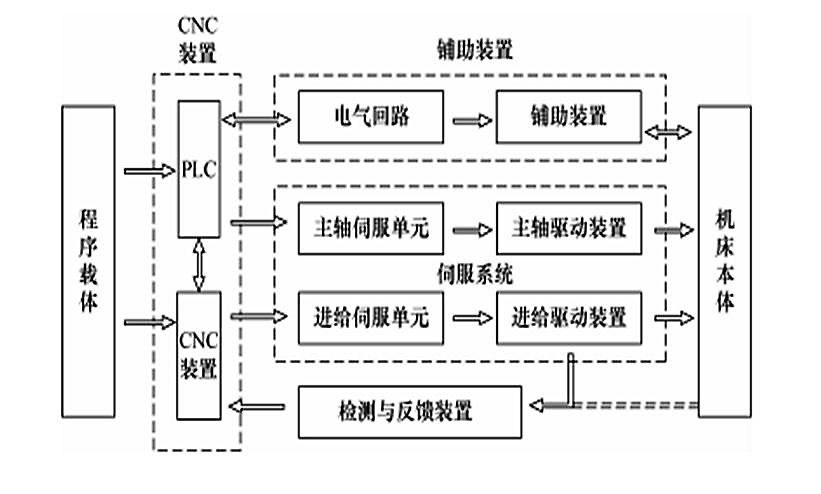
數控機(jī)床的基本組成包括加工程序載體、數控裝置、伺服驅動裝置(zhì)、機床(chuáng)主體和其他輔助裝置。各組成部分的基本工作原理如下:
1.加工程序載體:數控機(jī)床工作(zuò)時,不需要工人直接去(qù)操作機床,要對數控機床進行控製,必須編製加工程序。零件加工程序中,包括機床(chuáng)上刀具和工件的相對運動軌跡、工藝參數(進給量主(zhǔ)軸轉(zhuǎn)速(sù)等)和輔助運動等。將(jiāng)零件加工程序用一(yī)定的格式和代(dài)碼,存儲在一種程序載體上,如穿孔紙帶、盒式磁帶、軟磁盤(pán)等,通過數控機床的輸入裝置,將程序信息輸(shū)入到CNC單元。
2.數控裝置:數控裝置是數控機床的(de)核心。現代數控裝置(zhì)均采用CNC(Computer Numerical Control)形式,這種CNC裝置一般使用多個微處理器,以程序化的軟件形式實現數控功能,因此又稱(chēng)軟(ruǎn)件數控(Software NC)。CNC係統是一種位置控製係統(tǒng),它是根據輸入數據插補出理(lǐ)想的運動軌跡,然(rán)後輸出到執行(háng)部件加工出所(suǒ)需要的零件。因此,數控裝置主(zhǔ)要由輸入、處理和輸出三個基本部分構成。而所有這些工作都(dōu)由(yóu)計(jì)算(suàn)機的(de)係統程序進行合理地組(zǔ)織,使整個係統(tǒng)協調地進行工作。
3.伺服與測(cè)量反饋係統:伺服係(xì)統是數控機床的重(chóng)要組成部分,用於實現數控機床的進給伺服控製和主軸伺服控(kòng)製。伺服係統的(de)作用是把接受來自數控裝置的指令信息,經功率放大、整形處(chù)理後,轉(zhuǎn)換成機床執行部件的直(zhí)線位移或角位移運動。由(yóu)於伺服係統是(shì)數控機床的最(zuì)後環節,其性(xìng)能將直接影響數控機床的精度和速度等(děng)技術指標,因此,對數(shù)控(kòng)機床(chuáng)的伺服驅動裝置,要(yào)求具有良好的快速反應性能,準確而靈敏地跟(gēn)蹤數控裝置發出的(de)數字指令信號,並能忠實地執行來自(zì)數控裝置的指令(lìng),提高(gāo)係統的動態跟隨特性和靜態跟蹤精度。
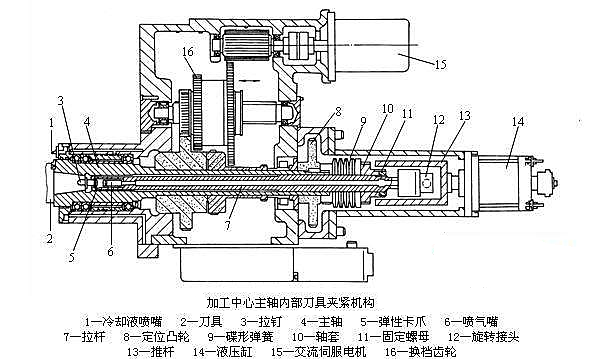
4.機床(chuáng)主體:機床主機是(shì)數控機床的主體。它包括床身、底座、立柱、橫梁、滑座(zuò)、工作台、主軸(zhóu)箱、進給機構、刀架及自動換刀裝置等(děng)機械部件。它是在數控機床上自動地完成各種切削加工的機械部分。
5.數控機床輔(fǔ)助裝置:輔助裝(zhuāng)置(zhì)是保證充分發(fā)揮數控機床功能所必需的配套裝置,常用的輔助裝置包括:氣動、液壓裝置,排(pái)屑裝置,冷卻、潤滑裝置(zhì),回轉工作台和(hé)數(shù)控分度(dù)頭,防護,照(zhào)明等(děng)各種(zhǒng)輔助裝置
三、
數(shù)控機床加工
精度異常的常見原因
1.係統參數發生變化或改動
係統參數主(zhǔ)要(yào)包括機床進給單位、零點偏置、反向間隙等等。例如(rú)SIEMENS、FANUC數控係統,其進給單位有公製和英製兩種。選擇品質機床附件認準鈦浩機械,機床修理過程中某些處理(lǐ),常(cháng)常影響到(dào)零點偏置和間隙(xì)的變(biàn)化,故障處理完畢應作適時(shí)地調(diào)整和修改;另一方麵,由於機械磨損嚴(yán)重或鬆動也可(kě)能造成參數實測值的變化,需對參數做相應的修改才能滿足(zú)機床加工精度的要求。
2.機械故障導(dǎo)致的加(jiā)工精度異常
臥式加工中心,采用FANUC0i-MA數控係統。一次在銑削汽輪(lún)機葉片的過程中(zhōng),突然發現Z軸進給異(yì)常,造成至少1mm的切削誤差量(Z向過切)。調查中了解到:故障是突然發生的。機床在點動、MDI操作方式下各軸運(yùn)行正常(cháng),且回參考點正常;無任何報(bào)警提示,電氣控製部分硬故障的(de)可能(néng)性排除。分析認為,主要應對以下幾方麵逐一進行檢(jiǎn)查。
1)檢查機床精度異常時正運行的加工程序段,特別是刀具長度補償、加工坐標係(G54~G59)的校對及計算(suàn)。
2)在點動方式下,反複運動Z軸,經過視、觸、聽對其運動狀(zhuàng)態診(zhěn)斷(duàn),發現Z向運動聲音異常,特別是快(kuài)速點動,噪聲更加明顯。由此判斷(duàn),機械方麵可能存在隱患。
3)檢查機床Z軸精度。用手脈發生器移動Z軸,(將手脈(mò)倍率定為1×100的擋位,即每變化一步,電機進給0.1mm),配合百分表(biǎo)觀察Z軸的運動(dòng)情況。在單向運動精度保持正常後作為起始點的正向運動,手脈每變化一步,機(jī)床Z軸運(yùn)動(dòng)的實際距離d=d1=d2=d3…=0.1mm,說明電機運行良好,定位(wèi)精度良好。
而返回機床實際運動位移的變化上,可以分為四個階段:
①機床運動距離d1>d=0.1mm(斜率大(dà)於1);
②表(biǎo)現出為d=0.1mm>;d2>d3(斜(xié)率小於1);
③機床機構實際未移動,表現出(chū)最標準的反向間隙;
④機床運動距離與手脈給定值(zhí)相等(斜率等於1),恢複到機床的正常運動(dòng)。
3.機床電氣參數未優化電機運行異常
一台數控立式銑床,配置FANUC0-MJ數控(kòng)係(xì)統。在加工過程中,發現X軸精度異常。檢查發現X軸存在一定間隙,且電機啟動時存在不穩定現(xiàn)象。用(yòng)手觸摸X軸電機(jī)時感覺(jiào)電機抖動比較嚴重,啟停時不太明顯,JOG方式下較明顯。
分析(xī)認為,故障原因有(yǒu)兩點(diǎn),一是機械反向間隙較大(dà);二是X軸電機工作異常。利用FANUC係統的參數功(gōng)能(néng),對電機進行調試。首先對(duì)存(cún)在的間隙進行了補償;調整伺服增益參數及N脈衝抑製功能(néng)參(cān)數,X軸(zhóu)電(diàn)機的抖(dǒu)動消(xiāo)除,機床加工精度恢複正常。
4、機床位置環異常或控製邏輯不妥
鏜(táng)銑床加工中心,數控係統為FANUC18i,全閉環控製方式。加工過程中,發現該機床Y軸精度異常,精度誤差最小在0.006mm左右,最大誤差可達到1.400mm.檢查中(zhōng),機床已經按照要求設置了G54工件坐標係(xì)。在MDI方式下,以G54坐標係運行一段程序即“G90G54Y80F100;M30;”,待(dài)機床(chuáng)運行結束後顯示器上顯(xiǎn)示的機(jī)械(xiè)坐標值為“-1046.605”,記錄下該值。然後(hòu)在手(shǒu)動方式下,將(jiāng)機床Y軸點動到其他任意位置,再次在MDI方式(shì)下執行上(shàng)麵的語句,待機床停止(zhǐ)後,發現此時機床機械坐標數顯值(zhí)為“-1046.992”,同第一次執行後的(de)數顯示值相比相(xiàng)差了0.387mm。按照同樣的方法,將(jiāng)Y軸點動到(dào)不同的位置,反複執行該語句,數顯的示值不定。用百分表(biǎo)對Y軸進行檢測,發現(xiàn)機械位置實際誤差同數顯顯示(shì)出(chū)的誤差基本一(yī)致,從而認為故障原因為Y軸重複定(dìng)位誤差過大。對Y軸的反向間(jiān)隙及定位精度進行仔細檢查,重新作補償,均無效(xiào)果。因此懷疑光柵尺及係統參數(shù)等有問(wèn)題,但為什麽(me)產生如此大的誤差,卻未出(chū)現相應的報警信(xìn)息呢?進一步檢查(chá)發現,該軸為垂直方向的軸,當Y軸鬆開(kāi)時(shí),主軸箱向下掉,造成了超差。
四、
數控機床
故障(zhàng)的診斷原則和方法(fǎ)
1.按數控機床發生的故障性質分類
1)確定性故障:指隻要條(tiáo)件符合就會發生故障;比如電壓(yā)負荷(hé)過高,會報警。
2)隨機故障:指在相同的條件下,會隨機地發出一兩次的報警信號;這種(zhǒng)故障是最難(nán)分析排查的;這類故障一般與機械結構零件(jiàn)、數控係統零件(jiàn)相關聯。
2.按故障類型分類
1)機械故障:指主要發生在機(jī)床(chuáng)主機部分,常見的故障主要有:因機械部(bù)件的安(ān)裝、調試、操作使用不規範(fàn)等原因引起的機械傳動故障;因導軌、主軸(zhóu)等運動(dòng)部件的幹涉、摩(mó)擦過大等原因引起(qǐ)的故(gù)障;因(yīn)機械零件的損壞、;聯結不良等原因(yīn)引起的故障等等。
2)電(diàn)氣故障:指電氣控製係統出現的故障。常見的故障主要(yào)有:因控製係統的元件器件、所引起的故障;因控製係統的主回路或高壓、大功率回路中的、、開關、熔斷器、電源電壓器等電氣(qì)元件(jiàn)器件及其所組成的控製電路所引起(qǐ)的強電故障。
3.數控(kòng)機床機械故障診斷方法
1)追蹤法:指在故障診斷和維(wéi)修前,維修人員要先對故障發生的時間、機(jī)床的運行狀況和故(gù)障(zhàng)類型進行詳細的了解,然後尋找故(gù)障發生的各種痕跡。
2)自診斷功能:指cnc係統每次從通電開始,係統內部診斷(duàn)程序就自動執行診斷。通過隨時監控係統各部分的工作情況,及時分析故障並立刻在crt上顯示(shì)報警信息。有時當硬件發生故障時就要使(shǐ)用來指出故障的原因。如果啟功診斷不能(néng)結束,係(xì)統就無法投入生產。
3)在線診斷:指在係統處於正常運(yùn)行狀態時通過(guò)cnc係統的內裝程序,對cnc係統本身以及cnc裝置相連的各個單元、以及外部設備等進行自動診(zhěn)斷、檢查。隻要係統(tǒng)不斷電,在線診(zhěn)斷就會一直(zhí)進行下去。
4)離線診斷:指數控係統出現故障後,數控係統生產商以及專家、或專業維修中心利用專用(yòng)的診斷軟件和(hé)測試裝置進行停(tíng)機或脫機檢查。
4.數控機床機械故障診斷的一般過(guò)程
1)觀(guān)察數控機(jī)床(chuáng)情況:通過“望聞(wén)問切”的(de)方法來進(jìn)行故障的觀察。
2)故障情況的分析:通過觀察故障的情況來(lái)進行情況分析,從而縮小故障範圍,確定故障的查找方(fāng)式。
3)故障(zhàng)查找:運用(yòng)查找手段對數控機床進行從外(wài)到裏的,從易到難的檢測,查閱(yuè)相關資料來確定(dìng)故障點。
五、結語
隨著科學技術的發展,數控(kòng)機(jī)床得以在(zài)製造行業普遍應用,且獲得行業青睞。本文結合實際案例,從機械傳動部(bù)件故障(zhàng)、熱變形、地基和水平不符合要求、電氣(qì)參數更改、係統參數變(biàn)化或改動、保養管理不善等方麵,介紹了加工精度異常的原因和處理方法。在企業生產中,隻有加強采購管理,定期開(kāi)展維修保養工(gōng)作,提高操作人員的技能素質,才能提高加工精度,促進企業可持續發展。
上一篇:
電氣技(jì)術專業一體化教學方案設計與實施
下一篇:
變(biàn)頻器(qì)基本結構功能及變頻調速(sù)係統PLC控(kòng)製設計(jì)思路(lù)
我們的優勢:
品牌理(lǐ)念
標準流程
有效溝(gōu)通
專業管理
客戶視圖
優秀團隊
品質保證
無憂售後
上海红桃视频app科教設備有限公司,立於(yú)上海,心懷天下
生產基地:上海鬆江葉榭工業園
業務電話:021-56311657 , 56411696 , 業(yè)務傳真:021-56411696 公司郵箱:shanghaimaoyu@126.com
教(jiāo)學設備廠
滬公網安備 31010702001294 號
滬ICP備13020377號-1
网站地图
红桃视频app-17c起草红桃国际-星空无限传媒红桃视频-红桃影视tvapp免费下载





 品牌理(lǐ)念
品牌理(lǐ)念  標準流程
標準流程  有效溝(gōu)通
有效溝(gōu)通 專業管理
專業管理 優秀團隊
優秀團隊 品質保證
品質保證 無憂售後
無憂售後 